Compression molding is a molding method that utilizes custom machined molds to form parts and products from uncured rubber or plastic. The process involves placing the material into the open mold cavity, closing the mold, and applying heat and pressure to shape and solidify the material into the desired component. It can be used to turn a variety of designs into tangible objects for a wide range of industries and applications. However, while it is an ideal production solution for many projects, it is not suitable for all of them.
Below, we highlight the key advantages and disadvantages of the compression molding process to help you understand if this is the right solution for your needs.
Advantages of Compression Molding
There are many advantages to choosing compression molding for a rubber or plastic component manufacturing project, including, but not limited to, the following:
It is a simpler process.
The compression molding process is relatively simple and straightforward compared to other molding and manufacturing processes. For some part designs this makes it easier for operators to perform, which translates to lower overall production costs.
It involves lower tooling costs.
Compared to injection molding, compression molding does not require special equipment and expensive complex tooling. As a result, the equipment and tools required for the operation are much simpler, which typically means less capital investment. Although it is a labor intensive process, when handled correctly, the wear and tear sustained by the molds during operations is relatively small, which can mean less maintenance needed over time, resulting in lower cost quotes for customers.
It is great for producing large items and thicker parts.
As the compression molding process involves loading the material directly into the mold cavity, it is not subject to part weight limitations except for those imposed by the part design, and equipment (e.g., size and pressure capacities). As a result, it can usually handle the larger amounts of raw material needed to create bigger parts and products.
It can be a good choice for insert molding and multi color molding.
Done in a vertical compression press with the right approach to tooling this process lends itself to some types of insert molding and dual color molding without the high cost of special equipment, very expensive tooling, high set-up and material costs used in liquid injection molding of silicone
It is cost-effective for short production runs.
Due to its lower tooling and setup costs, compression molding is ideal for small to medium production runs. It is often used to create prototypes or samples of designs before proceeding to large-scale production.
Disadvantages of Compression Molding
While the compression molding process carries many advantages for customers looking to start a new part production, it also has a few disadvantages, such as:
It has a higher chance of post molding costs.
Click to Expand
The size (projected area) of the part and its weight must be carefully calculated in relation to the force available from the press used to shut and hold the mold closed during a molding cycle. Even if this is optimal expect more parting line flash and and parting line control issues that may need to be dealt with by hand trimming or nitrogen de-flash of the parts adding cost.
It has slower processing times.
Compared to injection molding, compression molding requires more time to bring materials to cured state. These slower processing times can affect production rates and costs in higher volume projects.
It is not suitable for all complex designs.
The material used in compression molding operations may be subject to some limitations of flow within the mold cavity. As such, it may not reach into more intricate portions of the mold and tooling revisions may be needed to fill some parts. This quality makes the process unsuitable for some complex part and product designs.
Elastomer Technologies, Inc.: Your Partner for Compression Molding Needs
Compression molding can be an effective and efficient manufacturing solution for many projects. By understanding the unique advantages and disadvantages it carries compared to other available solutions, you may find that it is the ideal solution for your project.
Equipped with over 30 years of experience providing precision molded and die cut components to customers in a wide range of industries, the team at Elastomer Technologies, Inc. has extensive knowledge on compression molding and tailoring the process for each project. Check out our compression molding page to find out how we can benefit your next project.
To learn more about compression molding and if it’s right for your needs, contact the experts at ETI today.
“Molding” is an umbrella term encompassing all of the processes that utilize molds to shape material (typically rubber or plastic) into the desired parts and products. Manufacturers are able to employ a variety of molding methods to suit different product and production requirements. One of the most commonly used methods is compression molding.
What Is Compression Molding?
Compression molding of rubber compounds is a technique that involves the compression of pre-formed and/or pre-heated raw material in a heated mold cavity (sort of like making a waffle in a waffle iron). The material experiences high pressures within the closed mold, forcing it to conform to and, once cooled, retain the shape of the die cavity. Below, we provide a more comprehensive overview of the process as well as highlight some of the advantages it has over other manufacturing methods.
An Overview of the Compression Molding Process
While all molding methods operate under the same basic principles, they differ in the exact steps taken to create a molded part or product. Compression molding operations typically follow these steps:
Designing and creating/sourcing the mold. Before the compression molding process can begin, the manufacturer must first obtain an appropriate two-part compression mold to create the desired component.
Creating the pre-forms. At the start of the compression molding process, the manufacturer must form the molding material into a pre-form. The carefully weighed pre-form might have the general shape of the desired component but be larger to ensure the material reaches and fills all areas of the mold cavity during the molding process.
Heating the mold. Before the pre-forms are placed in the mold cavity, the mold must be heated to facilitate the curing of the material that has a heat sensitive catalyst milled into it
Placing the pre–forms. The pre-forms are placed into the cavity of the heated mold, and then the mold is closed.
Applying heat and pressure. Heat and pressure is applied to the mold and, consequently, the pre-form. This causes the material to fill and conform to the shape of the mold cavity. Any excess material is free to leak out of the mold cavity.
Ejecting the molded component. Once the component has been formed, it is released from the mold.
Removing excess material. If the molded component has excess material (i.e., flash), it is removed.
Advantages of Compression Molding
Compared to other molding and manufacturing methods, compression molding offers a number of advantages, including the following:
Broad design flexibility. The compression molding process is highly versatile. It can be used to produce a wide range of components in various shapes, sizes, and complexities.
Strong parts. Compression-molded parts generally have little to no residual stress.
Less waste generation. Compared to injection molding and transfer molding, compression can generate less material waste. This quality makes it ideal for molding operations involving expensive materials.
Low tooling costs. The compression molding process requires tooling that is much simpler and, consequently, less expensive than the tooling used in the injection molding or transfer molding processes.
Suitability for large parts. Since material is loaded directly to the mold cavity, the part has less weight limitations except for those imposed by the size and pressure capacities of the press and the way the mold is designed.
Partner with the Experts at ETI for Your Compression Molding Needs
If you’re looking for the right partner for your next compression molding project, turn to the experts at Elastomer Technologies, Inc. (ETI). We are an industry-leading contract molding provider. One of our core service offerings is compression molding. We can compression mold a variety of materials, including butyl, EPDM, nitrile, polyisoprene, silicone, and Viton®, into parts of a wide range of sizes and complexities.
Compression molding uses a heated mold in combination with precise amounts of material and applied pressure to create solid components from a wide range of available and custom formulated materials. In this blog, we offer a concise overview of the compression molding process, its benefits, and its uses for various industries.
What is Compression Molding?
Compression moldingis a highly specialized manufacturing process that uses heated reusable molds and melted thermoset materials to create highly accurate and exceptionally strong components. The process applies intense pressure to force the molten material firmly into all mold cavities, which makes it ideal for producing components with complex geometries or fine details. Compression-molded materials also exhibit an exceptionally high level of strength due to the permanent cross-linking of molecules in the material during the molding process.
The Compression Molding Process
The compression molding process can be broken down as follows:
Design and fabricate a mold around the exact specifications of the desired component.
Heat the mold and and place the specified material into the preheated mold, and close the mold.
Apply extremely high pressure to the material in the mold to remove air and fill all available space, so that even the most detailed components are completed to a high degree of accuracy.
Allow the material to cure and solidify, then remove from the mold cavity.
Compression Molding Uses and Applications
Thermoset materials used in the compression molding process exhibit a favorable strength-to-weight ratio, which facilitates the production of parts that are precise, strong, and low weight. This makes compression molded components ideal for a variety of applications, touching every market segment including:
Automotive parts
Aerospace components
Material handling tools
Industrial equipment
Medical components
Construction and architectural components
Advantages and Disadvantages of Compression Molding
Compression molding offers some unique advantages over other molding processes:
Enhanced component material strength. The combination of heat and pressure result in exceptionally strong components.
Superior detail and accuracy. The application of pressure ensures that every detailed cavity of the mold is filled, resulting in components with a high degree of detail and precision.
Cost-effectiveness. Compression molding creates exceptionally durable, accurate components at a lower overall cost than other production methods. Because the mold is reusable, the process can be used for production runs at relatively low costs.
Metal replacement. Due to their high strength and lightweight nature, compression molded thermosets are often used to replace metal components in various aerospace, industrial, and automotive assemblies and medical components are molded with this method as well.
Although compression molding offers a wide range of benefits, it is not necessarily the best option for all parts. The cycle times are often longer than comparable molding processes, and the cost offset by additional cavities in a mold to make more parts per process cycle which will increase the cost of tooling.
Common Rubber Materials in Compression Molding
Compression molding can be used to create components from a wide range of polymers, including:
Fiber-reinforced materials
Neoprene
SBR
Silicone
Fluorosilicone
FKM
Natural Rubber
Nitrile
Butyl
What is the Difference Between Injection Molding and Compression Molding?
Although injection molding and compression molding are similar, they exhibit some distinct differences:
Injection molding is ideal for small parts, while compression molding can be used for much larger components.
Injection molding is faster, as it does not require the same amount of finishing work.
Compression molding equipment has excellent production capacity and gains economies of scale through multi cavity tooling, which makes it better for high-volume production runs.
Compression molding equipment is easier to repair and maintain than injection molding.
Compression Molding Services at Elastomer Technologies
With more than 40 years of experience, Elastomer Technologies is a leading expert in compression molding and fabrication services. We pride ourselves on providing quality manufactured products using equipment and processes that meet and exceed even the most stringent industry standards.
Contact us todayfor more information about our compression molding services!
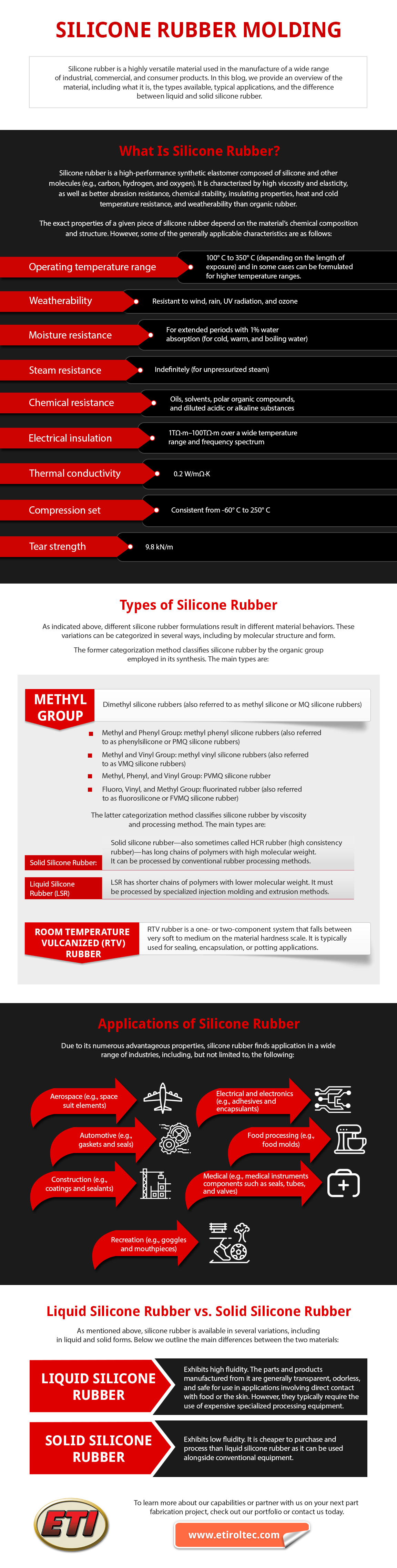
Silicone rubber is a highly versatile material used in the manufacture of a wide range of industrial, commercial, and consumer products. In this blog, we provide an overview of the material, including what it is, the types available, typical applications, and the difference between liquid and solid silicone rubber.
What Is Silicone Rubber?
Silicone rubber is a high-performance synthetic elastomer composed of silicone and other molecules (e.g., carbon, hydrogen, and oxygen). It is characterized by high viscosity and elasticity, as well as better abrasion resistance, chemical stability, insulating properties, heat and cold temperature resistance, and weatherability than organic rubber.
The exact properties of a given piece of silicone rubber depend on the material’s chemical composition and structure. However, some of the generally applicable characteristics are as follows:
Operating temperature range: -100° C to 350° C (depending on the length of exposure) and in some cases can be formulated for higher temperature ranges.
Weatherability: resistant to wind, rain, UV radiation, and ozone
Moisture resistance: for extended periods with 1% water absorption (for cold, warm, and boiling water)
Chemical resistance: oils, solvents, polar organic compounds, and diluted acidic or alkaline substances
Electrical insulation: 1TΩ·m–100TΩ·m over a wide temperature range and frequency spectrum
Thermal conductivity: 0.2 W/mΩ·K
Compression set: consistent from -60° C to 250° C
Tear strength: 9.8 kN/m
Types of Silicone Rubber
As indicated above, different silicone rubber formulations result in different material behaviors. These variations can be categorized in several ways, including by molecular structure and form.
The former categorization method classifies silicone rubber by the organic group employed in its synthesis. The main types are:
Methyl Group: dimethyl silicone rubbers (also referred to as methyl silicone or MQ silicone rubbers)
Methyl and Phenyl Group: methyl phenyl silicone rubbers (also referred to as phenylsilicone or PMQ silicone rubbers)
Methyl and Vinyl Group: methyl vinyl silicone rubbers (also referred to as VMQ silicone rubbers)
Methyl, Phenyl, and Vinyl Group: PVMQ silicone rubber
Fluoro, Vinyl, and Methyl Group: fluorinated rubber (also referred to as fluorosilicone or FVMQ silicone rubber)
The latter categorization method classifies silicone rubber by viscosity and processing method. The main types are:
Solid Silicone Rubber: Solid silicone rubber—also sometimes called high-temperature vulcanized (HTV) rubber—has long chains of polymers with high molecular weight. It can be processed by conventional rubber processing methods.
Liquid Silicone Rubber (LSR): LSR has shorter chains of polymers with lower molecular weight. It must be processed by specialized injection molding and extrusion methods.
Room Temperature Vulcanized (RTV) Rubber: RTV rubber is a one- or two-component system that falls between very soft to medium on the material hardness scale. It is typically used for sealing, encapsulation, or potting applications.
Applications of Silicone Rubber
Due to its numerous advantageous properties, silicone rubber finds application in a wide range of industries, including, but not limited to, the following:
Aerospace (e.g., space suit elements)
Automotive (e.g., gaskets and seals)
Construction (e.g., coatings and sealants)
Electrical and electronics (e.g., adhesives and encapsulants)
Food processing (e.g., food molds)
Medical (e.g., medical instruments components such as seals, tubes, and valves)
Recreation (e.g., goggles and mouthpieces)
Liquid Silicone Rubber vs. Solid Silicone Rubber
As mentioned above, silicone rubber is available in several variations, including in liquid and solid forms. Below we outline the main differences between the two materials:
Liquid silicone rubber exhibits high fluidity. The parts and products manufactured from it are generally transparent, odorless, and safe for use in applications involving direct contact with food or the skin. However, they typically require the use of expensive specialized processing equipment.
Solid silicone rubber exhibits low fluidity. It is cheaper to purchase and process than liquid silicone rubber as it can be used alongside conventional equipment.
Silicone Rubber Capabilities at ETI
At Elastomer Technologies, we have provided exceptional elastomer processing services for over 30 years. Our team has the knowledge and skills to fulfill virtually any rubber molding or die cutting request.
For additional information about the materials and methods used in custom part fabrication, check out our blog.
To learn more about our capabilities or partner with us on your next part fabrication project, check out our portfolio or contact us today.
Rubber molding is a manufacturing process that uses pre-shaped molds to create parts and components from uncured rubber. Depending on the product and specifications, there are several different rubber molding method options—such as compression molding, transfer molding, and injection molding—each of which comes with unique considerations and best use cases.
In the following blog post, we offer an overview of the above three methods, outlining their process steps, tooling considerations, design and material considerations, and applications.
Overview of Liquid Injection Molding
Liquid injection molding (LIM) is a highly versatile and cost-effective rubber fabrication method that involves injecting liquid silicone rubber (LSR) compounds into a high quality injection mold. Once injected into the heated mold and cured, the material maintains the shape of the mold, thereby producing a detailed component. The process readily accommodates automation, enabling it to be used to complete large production runs in a short period of time.
Tooling Considerations for LIM
Although LIM is quick and efficient, it is not ideal for all applications. For example, the process may not be suitable for producing prototypes for manufacturing operations. The upfront cost of creating the mold, lead times, set-up cost, process validation cost and material costs can be limiting factors.
Design and Material Considerations for LIM
Liquid injection molding operations utilize liquid silicone rubber. The material is particularly useful because it is consistently produced and has a useful range of temperature and mechanical properties. Its shrink rate is fairly predictable but as it cures after ejection may continue to shrink so it is important to consider shrinkage when designing a liquid injection molded part.
Silicone likes to move into spaces in a mold so its flow characteristics can be of benefit when filling very thin walls and other complex geometry. However, this same characteristic can create flash issues at parting lines of molds. It is also important to note that when variable geometry in a part is required it can create pressure variations as the liquid silicone moves through a mold. It is important for LSR molding that gate locations, gate sizes and venting in molds be used to optimize the process.
There are many suppliers and distributors of liquid silicone rubber to be found and they all have many pre-designed and manufactured compounds that can be employed. Custom compounding of liquid silicone material is rare, but in the right application it can be done. However the cost is usually quite high and the lead time can be very long.
Be aware that the cost, availability and use of liquid silicone should be part of the research done by a designer or customer. Molders can be of great assistance in narrowing the field of available materials and suppliers and all have preferences based on experience but picking a material for a product and process is ultimately the customer’s decision.
Applications and Uses of LIM
By altering injection pressure and speed, process temperatures, and clamp pressures, industry professionals can easily tailor the LIM process to suit a wide range of part and production needs. They can also integrate automation components to increase the level of precision and accuracy achievable and decrease the need for post-molding operations, saving manufacturers both time and money.
The LIM process can be a cost effective method of manufacturing high volumes of simple geometry and complex products. Typical parts produced include electronic components, isolators, O-rings, and seals for use in the aerospace, medical, consumer and automotive industries.
Liquid silicone rubber is a versatile material that has low surface energy and a broad temperature range. This along with other properties makes it an excellent choice for medical device components. It can be formulated to be both conductive and non-conductive allowing it to be useful in electrical applications. Silicone can be colored and this along with its finish gives it aesthetic appeal. Its elasticity provides an avenue for designing specific mechanical applications.
Overview of Compression Molding
Compression molding involves the compression of specific compounds of catalyzed rubber between two halves of a heated mold while applying tremendous pressure. Once released from the mold by hand, the cured material holds the internal shape of the mold producing a specific part.
Tooling Considerations for Compression Molding
The tooling for compression molding typically consists of two pieces of steel or sometimes aluminum that, when put together, form an enclosed space that creates a part. One side of the mold may be machined to create the outside geometry of a desired part and the other side might contain the details of the inside of a part.
The costs associated with building the mold are directly related to the amount of complexity required to be machined into the mold to make the desired design. The more complex or the larger the part, the number of cavities that are requested to be made that make individual parts in a mold, the time and type of material used to make the mold all go into the cost.
Additionally there is a cost to set-up and test new molds that is usually folded into the mold cost. This would include press time, material cost and any additional cost estimated by a molder.
Material and Design Considerations for Compression Molding
Compression molding can be used to manufacture a startlingly wide variety of products. The diversity of compounds within the types of material is nearly limitless allowing it to be designed to make parts that can perform with specific mechanical requirements, chemical resistance properties, and environmental qualifications.
The compression molding process may not display the same level of accuracy and precision, which makes it less suitable for products where tight dimensional tolerance is critical and where flash and parting line shift may cause issues. This makes trimming of parts, and nitrogen de-flashing of parts a go–to solution for some of these issues.
Applications and Uses of Compression Molding
The compression process is useful for the production of large or small parts with varying degrees of complexity usually lending itself better to smaller quantities of parts as it is slower and more labor intensive than injection molding of rubber. Designers and engineers often employ it for prototyping and sample production operations to test out new part or product designs. However, this process can be used successfully to make high quantities of parts.
Any industry can benefit in the use of compression molding rubber parts. Medical, oil and gas, aerospace, electronics, automotive and other consumer products companies all use products made with compression molding.
Overview of Transfer Molding
Similar to compression molding, the transfer molding process requires the use of pre-measured and positioned material. However, it offers greater precision and is less prone to flash on parting lines as the two halves of the mold that contain the part geometry are closed together before material enters the part detail in the mold. Compared to injection molding, it is much slower since the material is placed by hand in the mold and the part removed by hand forms the mold once molded.
Tooling Considerations for Transfer Molding
While tooling is similar to compression molding it has some advantages for specific parts. The pot and piston design allows better efficiency and precise distribution of material in the mold. This can be beneficial for parts where gate location may be critical to effectively fill a thin wall or in a larger part that might require a pressurized distribution of material to fill more effectively or a multiple cavity mold saving time in loading many individual cavities with material.
Choosing the right material can be very important. Aluminum molds can have problems with parting lines when molding some materials and the constant opening and closing of molds can create wear and tear. Steel is preferred for production tooling and different types of steel including pre-hardened alloy, hardened material, stainless steel and even more exotic material such as titanium can be employed in specific applications.
Design and Material Considerations Transfer Molding
Compared to both compression molding and injection molding, transfer molding usually generates less material waste because overflows in the mold are usually not needed. It does produce waste in the form of leftover material in the transfer pot and sprues leading to the gates where the material enters the cavity in the mold. After the molded product solidifies, this material must be removed and discarded as it is a thermoset material and cannot be reused.
When designing a transfer mold, it is important to consider the above. Ideally, the mold should produce the highest quality part in the shortest cycle time with the least amount of scrap. Partnering with an experienced mold maker can help achieve this goal.
Material used in transfer molding is usually the same range of materials used in compression molding.
Applications and Uses of Transfer Molding
Transfer molding is faster than compression molding and less expensive than injection molding, qualities that make it ideal for use in the manufacture of parts in small production runs. However, like compression molding it produces an amount of waste, and this has to be measured against the cost of the material being employed.
As with compression molding, any industry can benefit in the use of transfer molding of rubber parts. Medical, oil and gas, aerospace, electronics, automotive and other consumer products companies all use products made with compression molding.
Molding Services at Elastomer Technologies, Inc.
Liquid injection molding, compression molding, and transfer molding are three commonly employed rubber production methods. Each offers unique benefits and limitations that suit them for different applications.
At Elastomer Technologies, Inc. (ETI), we are well-versed in all three methods, enabling us to meet a wide range of rubber molding needs. Our customer base is highly diverse, ranging from aerospace and automotive to food processing and medical. By partnering with us, they benefit from our:
Over 35 years of industry experience
Commitment to superior customer service
Continuous improvements to our molding techniques and technologies
To learn more about rubber molding or our services and capabilities, reach out to us today.
Die cutting is a manufacturing process that uses specialized cutting machines and cutting tools—i.e., dies—to cut patterns into thin, flat material. There are several types of die cutting processes, all of which employ four basic components: the operator, the material, the cutting machine, and the cutting die.
Cutting dies are available in many different designs and configurations, depending on the part and production specifications. Three of the most commonly utilized are steel rules dies, custom milled component dies, and matched metal dies. The type of die used in a die cutting operation significantly affects production costs. As such, we’ve put together the following blog post to walk through the basic properties of the three mentioned above.
Steel Rule Dies
Steel rule dies consist of three key components: rubber ejectors, pre-bent steel strips (i.e., steel rules), and die boards. The eponymous steel rules have a sharp cutting edge, which cut the desired shape into the workpiece when the die cutting machine applies pressure to the die and punches it into the die board.
These dies are suitable for cutting both hard and soft materials, including cork, felt, fabric, metals, paperboard, and plastic. Their simple design translates to much lower investment costs. However, they are also much less durable and accurate than other types of dies.
Custom Milled Component Dies
Similar to steel rules dies, custom milled component dies—also known as solid mill or custom punch dies—punch through material to create the desired patterns. However, as they are made of solid steel rather than flexible steel strips, they are less susceptible to distortion stemming from bending and twisting. This quality makes them better suited to achieve higher tolerances—with typical tolerance capabilities ranging from between ±.005 to ±.010 inches per inch of dimension—and better production consistency. However, the higher precision and accuracy comes with a larger price tag.
Matched Metal Dies
Matched metal dies—also referred to as male/female dies—consist of two separate die components. As the die cutting machine applies pressure to them, the male halves meet the female halves, resulting in cuts in any material between them.
Compared to steel rule dies and custom milled component dies, matched metal dies offer tighter tolerances. This quality stems from their solid and rigid construction, which decreases their risk of distortion and increases their ability to produce precise cuts consistently. Unsurprisingly, this more complex die design is more expensive to produce.
Contact the Die Cutting Experts at Elastomer Technologies
Steel rule dies, custom component milled dies, and matched metal dies all have their benefits and best use cases. The one most appropriate for your die cutting application depends on your part and production specifications, such as precision requirements or budget limits. Steel ruled dies are the least expensive option but also the least precise and accurate. Matched metal dies are both the most reliable and the most expensive. Solid milled dies fall somewhere between the two regarding both performance and price. Partnering with an experienced molding company can assist you in evaluating the dies available and choosing the one that meets your needs.
At Elastomer Technologies, Inc. (ETI), we have offered custom die cutting services for over 35 years. We accommodate a wide range of materials, part designs, and production volumes. In addition to our die cutting capabilities, we provide a broad selection of other manufacturing services, such as assembly, contract sewing, custom slitting, molding, and packaging.
For a more in-depth discussion on key considerations regarding the die cutting process, look for our upcoming eBook, Key Considerations for Basic Die Cutting: Tooling, Costs, Material Behaviors, and Tolerances. To learn more about our die cutting services and capabilities, reach out to us today.
Liquid injection molding, compression molding, and transfer molding are characterized by a number of both shared and unique qualities. The following blog post explores each of these three molding techniques, outlining their similarities and differences, pros and cons, and applications.
Liquid Injection Molding (LIM)
Liquid injection molding (LIM) utilizes liquid silicone rubber (LSR) or similar elastomeric material to create a range of products that demonstrate excellent durability and flexibility. Some of the typical products produced by LIM are:
Seals and sealing membranes
Electrical and electronic components, such as connectors and cables
Medical and sterile devices
Kitchen goods
Infant care products
Due to its use of LSR, liquid injection molding relies on a more streamlined and consistent mechanical mixing process rather than a labor-intensive one (such as is used in compression molding). The closed-loop process employs a pump and mixing unit to mix and dispense the liquid material into a molding press. Once the curing stage is complete, the press opens and ejects the finished component, allowing it to be manually or robotically removed.
Liquid injection molding is one of the most cost-effective and versatile manufacturing methods currently available. It is applied towards any industry or market, including:
Aerospace and aviation
Automotive
Electronics
Food and beverage
Medical and dental
When implemented correctly, LIM consistently produces high-quality molded components in large quantities. However, it is not always the most optimal choice. For example, it is important to consider whether silicone would be the best material to choose. Silicone tends to react with certain environmental and chemical conditions, such as pressurized steam at temperatures above 150°C, which breaks down the material’s siloxane polymer and degrades its material properties.
For a more detailed explanation of when you should and should not choose the liquid injection molding process, download our new eBook, “5 Common Liquid Injection Molding Mistakes (And How to Avoid Them)”.
Compression Molding
Compression molding involves placing thermosetting resins into a heated mold cavity and applying pressure to force it down and compress it in the mold. Throughout the entire process—from distribution to curing—the material is regulated for temperature and pressure level to facilitate accurate part production.
Compression molding is highly flexible and versatile. It is suitable for producing parts with a variety of sizes, thicknesses, and complexities and addresses certain manufacturing challenges, such as production operations that require special materials, difficult-to-manage inserts, or unique part shapes.
Due to its flexibility and versatility, compression molding is advantageous for any industry that requires:
Versatile compound requirements to meet part performance criteria.
Parts with difficult to mold geometry.
Prototype parts that require the material of choice.
Insert molding.
Dual material molding.
Compression molded parts can exhibit environmental versatility and high chemical resistance. Parts that can be produced by compression molding process include buttons, gaskets, respirator masks, spatulas, and syringe stoppers.
Although compression molding is suitable for high volume production, liquid injection molding offers faster processing and is more repetitive and consistent requiring little if any labor. Compression molding offer faster production changeover times, in some cases less expensive tooling, lower up front material costs and greater production flexibility (as tooling and materials can be relatively quickly changed to meet production demands).
With these considerations in mind, before deciding on a molding process for your application, consult with your molding service provider to make sure that compression molding is most suitable for your production needs.
Transfer Molding
Despite its similarity to compression molding, the key distinctions of transfer molding lie in its specific tools and unique benefits.
Similarly to injection molding, transfer molding pushes the material into a mold through a sprue. However, a plunger—rather than a screw, barrel and complex injection system—is also employed to transfer the material.
Both injection and transfer molding are efficient methods of producing high-quality, durable, and lightweight products in large volumes. However, injection molding generally allows for faster production cycles than transfer molding, making it more suitable for certain projects.
Transfer molding offers several advantages over other molding processes, such as:
Minimal flash formation at parting lines of molds.
Faster setup times.
Lower tooling costs.
Greater part design flexibility (and capacity for part complexity).
Any industrial application can employ transfer molding.
LIM, Compression Molding, and Transfer Molding Services at ETI
As outlined above, the ideal molding process largely depends on your production specifications and requirements. For assistance determining the optimal material and molding process to use for your part, fill out and submit our Design analysis form.
For over 30 years, ETI has stood by the same guiding principle: create a way to achieve every customer’s goal. To help deliver on this promise, we are always looking for ways to improve the quality of our service. Most recently, we invested in a new and larger facility that allows us to have better material control and improved workflow while allowing for future technological improvements.
To learn more about the liquid injection molding, compression molding, or transfer molding services we offer at ETI, reach out to us today.
Whether your project is in the initial stages of development or set for production, ETI is ready to help you select the right material and process for your project. Our team manufactures parts that meet your specific requirements regarding performance, delivery, and price.
Take a moment to fill out our brief contact form, and one of our representatives will respond as soon as possible.