The Liquid Injection Molding Process
Liquid injection molding uses liquid silicone rubber (LSR) and similar elastomeric materials to produce a wide range of durable, pliable products such as seals and sealing membranes, electric connectors, medical applications, kitchen goods, and infant products. Due to LSR’s unique properties, liquid injection molding relies on a mechanical mixing processes to build consistent processes rather than labor intensive processes like compression molding.
Liquid injection molding can be used to quickly manufacture a wide range of products and parts in various industries. Well-suited to a variety of applications, it’s among the most versatile and cost-effective manufacturing methods available today.
An Overview of the Process
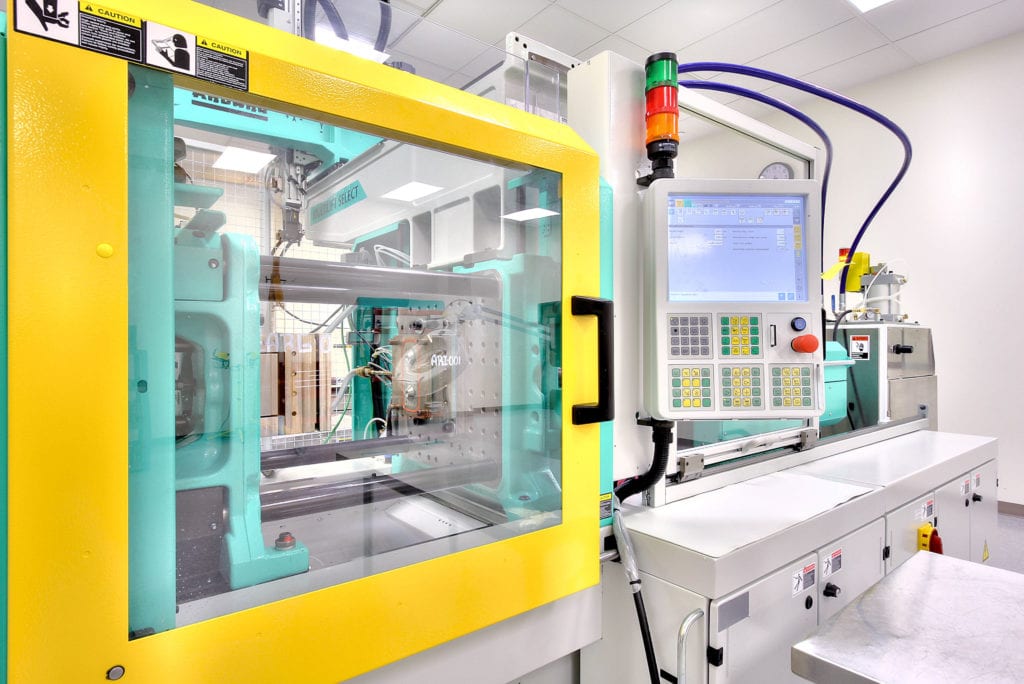
The closed loop liquid injection molding process uses a pump and mixing unit to mix and dispense LSR material into a molding press. Silicone is two part material, one part being a base and the other containing a catalyst.
Using either a static or dynamic mixer, the materials are combined into a compound. A metering unit ensures that the materials are pumped in equal proportions. The compound is then injected directly into a sealed mold. The nozzle that feeds the mixture automatically shuts off once it detects that the mold is already filled.
A press holds the mold closed and in place after the actual injection. The molding press is opened once the curing process is complete, and the molding machine ejects the finished component, it is removed by hand or assisted with the use of end of arm tooling on a robot.
Looking for information about the differences between liquid injection molding and other processes, such as compression and transfer molding? Check out our blog regarding this topic.

Download Our Free eBook
Many common, preventable mistakes can occur that take away from the efficiency and quality of the liquid injection molding process. This eBook provides solutions to steer clear of these problems and maximize your project’s efficiency.
Download our free guide!The ETI Approach to Liquid Injection Molding
Only liquid silicone rubber (LSR) and high consistency silicone rubber (HCR) are used in liquid silicone molding equipment at ETI. Silicone is a very versatile material because of its ability to keep its physical properties even in extreme temperatures, as well as its flexibility and durability.
Our facility features the use of lights out molding using robots and end of arm tooling where applicable. Cold deck systems, with an efficient material delivery configuration that enable us to minimize waste during parts production can be employed. For risk-sensitive products, we offer ISO Class 8 clean room molding.
Easy setup is characteristic of our energy-efficient, 50- and 100-ton injection molding presses. Backed by precision built tooling that offers us tight control over shot sizes, we’re able to achieve outstanding accuracy and repeatability on parts with complex geometries and varying wall thicknesses. This gives us the flexibility to handle a wide range of jobs, from small projects with a 1,000-unit production requirement to large production runs of a million units or more.

 machine 2")
 equipment 1")
 equipment 2")





Liquid Injection Molding Specifications
- Mold Process Type
Liquid Injection Molding (LIM)
The process that involves an integrated system for proportioning, mixing, and dispensing two component liquid resin formulations and directly injecting the resultant mix into a mold which is clamped under pressure.
- Material
Silicone (Both two-part liquid silicone &
high consistency silicone compounds)Supplier provided materials
- Press Sizes
(3) 50-ton & (2) 100 Ton molding presses
- Clamping Force
Max
50 tons & 100 tons
- Tool Size (Between Tie Bars)
From 14 in. to 18.5 in.
- Shrinkage Allowance
The dimensional allowance which must be made in molds to compensate for shrinkage of the material on cooling or during the debinding operation. Varies in parts and materials
- Number of Cavities
The number of cavities in the mold used to produce multiple products in one molding cycle. Single
Multiple
- Additional Services
Cold Deck Systems
Automation
- Lead Time (Cavity & Core Plates)
4 to 10 weeks
- Lead Time (Complex Tool - Full Mold)
8 to 15 weeks
- Production Volume
Minimum of 10,000 to 20,000 parts, no maximum.
- Industry Standards
ASTM – American Society for Testing and Materials
ISO 9001:2015 – International Organization for Standardization
ISO Class 8 Clean rooms
- Efficiency
Lights Out Manufacturing
- 3D Electronic Part File Formats
IGES – Initial Graphics Exchange Specification, ANSI file format.
STEP – Standard for the Exchange of Product Model Data



